水泥磨主減速機高速軸軸承更換
發布時間:2019-12-06信息來源:瀏覽次數:2657
一、發現問題
某公司水泥磨為輥壓機+打散機+水泥磨聯合粉磨系統,自2010年8月投產以來,主機設備運行穩定。2014年5月,水泥磨主減速機(型號為MFY280A)在運行時聲音異常。經辨識分析認為,高速軸軸承可能由于電蝕現象而使滾道或滾子產生點蝕、麻點等缺陷。2015年2月,公司利用檢修時機派人進人主減速機內部進行檢查,發現高速軸內側軸承上半圈出現均勻的條槽凹凸觸感。因無法進行修復,公司決定更換主減速機高速軸軸承。
二、更換步驟
(1)拆卸主減速機上蓋。無需移出輔傳,無需進行主減速機和主電動機的找正,使用吊車將上蓋移至預制支架上。
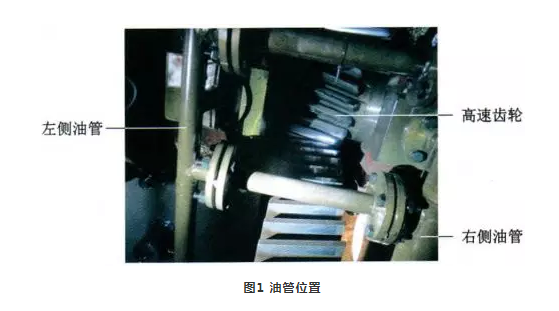
(2)拆卸左、右二段齒輪傳動銷。拆卸時應對傳動銷和銷孔對應進行編號或標記,以避免回裝時錯位;拆卸高速軸兩邊的潤滑油管(見圖1),在拆卸前應特別注意,因粘在油管法蘭上密封用的舊石棉橡膠墊很難清除,所以要提前安排人力清理干凈。在拆卸軸承測溫電阻時也要貼好標簽注明安裝位置,以防安裝復位時錯亂。
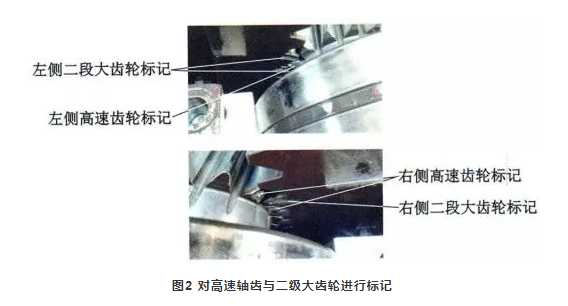
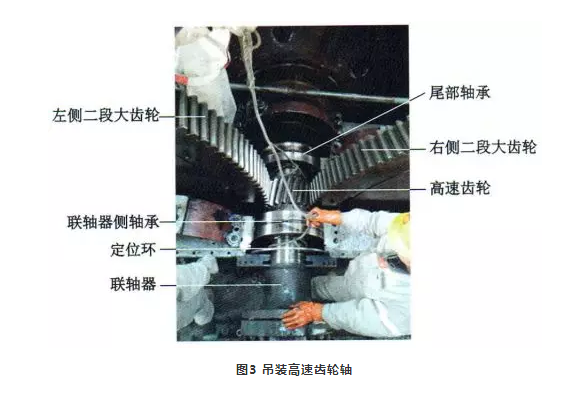
(3)拆卸高速齒輪軸。拆卸時在齒側面做好記號(見圖2),從而保證左右二級軸傳動銷的精確就位及復裝。吊起時,用兩根等長的鋼絲繩扣分別套人高速軸齒左、右側軸承上(見圖3)。吊車緩慢提鉤,觀察起吊高速齒輪軸是否水平提升。當提升到一定高度時,左、右側二段大齒輪會旋轉動作,使高速齒輪軸能夠緩慢向上提升,直至脫離與兩邊大齒輪的嚙合,然后將高速齒輪軸吊至地面放好。
(4)拆卸高速齒輪軸上的聯軸器。將高速齒輪軸水平放置在支架或枕木上,旋出聯軸器軸端鎖帽及退出止退墊圈。安裝好拆卸聯軸器的支架和液壓千斤頂,在加壓預緊前應確認左右絲桿長度相等。若聯軸器無法拆卸,可使用割槍加熱聯軸器至100~150℃,再次打壓即可拆卸。
(5)切割高速齒輪軸軸承,拆卸軸承內圈。使用氣割先割開軸承外圈,敲掉外圈;再割開保持架,敲掉保持架及其滾子;切割軸承內圈,但不能熱傷到軸頸表面,必須保證軸頸表面無傷痕。切割時,可以使用強火焰割去外圈絕大部分厚度,只留下1~2mm左右貼合軸頸的部分,然后用弱火焰割凈。拆掉軸承內圈后,將受熱后的軸冷卻至室溫。
(6)油浴熱裝高速齒輪軸上的尾部軸承、聯軸器側軸承和聯軸器。將高速齒軸兩軸承分別水平吊入油浴加熱桶中,至軸承內圈溫度為95~100℃、聯軸器約180℃時吊出安裝復位。
(7)回裝高速齒輪軸。就位時,高速齒輪軸的齒與左、右二級大齒圈的齒必須按照拆卸標記對應嚙合,軸承安裝到位后,應裝入定位環。軸承座上蓋復位,按照標記的傳動銷及對應銷孔釘入傳動銷,旋緊螺栓。更換油管法蘭接頭處石棉板墊圈,油管復位。
(8)檢查減速機內部大齒圈螺栓緊固情況,螺栓緊固應達到規定力矩。
(9)清理干凈上、下機體結合面,沿螺孔均勻涂抹密封膠,回裝減速機上蓋。上蓋安裝后,檢查上、下箱體重合情況,偏差應≤0.5mm,然后擰緊箱體固定螺栓。
三、解決措施
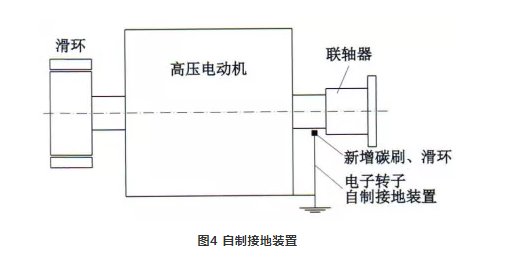
針對此次事故,該公司自制了電蝕電流接地裝置(見圖4),該裝置同滑環碳刷工作原理相同,在聯軸器轉動時將電蝕電流通過碳刷引線接地。通過該裝置,電蝕現象徹底消失,主減速機高速軸軸承未再發生類似事故。
四、結束語
此次減速機維護主要進行兩項工作:(1)高速軸軸承更換;(2)大齒圈緊固螺栓及減速機內部螺栓的緊固。檢修于2015年4月16日完成,試機30min內,減速機振動、溫升及運行聲響正常,確認減速機運行平穩,而后投入正常生產,各項指標正常。